📑 Obsah článku
Strojírenská praxe má jednu nepříjemnou pravdu, kterou se začínající provozy učí draze: stroj za několik milionů korun nezachrání obrobek, pokud má upnutí vůli pár setin milimetru. Přesnost obrábění totiž nezačíná u vřetena ani u řídicího systému — začíná u toho, co drží polotovar na svém místě. Svěrák, sklíčidlo, podložky, čistota dosedacích ploch. Až potom přichází na řadu stroj.
Když mistr na CNC frézce řeší, proč se po obrobení tří kusů začínají rozjíždět rozměry, prvním podezřelým bývá nástroj nebo opotřebení. V devíti případech z deseti se ale chyba schovává o úroveň níž — ve tuhosti upnutí, v zanesené čelisti nebo ve sklíčidle, které už pár let nikdo neproměřoval. Tenhle text shrnuje, co se v dílnách opravdu vyplatí hlídat.
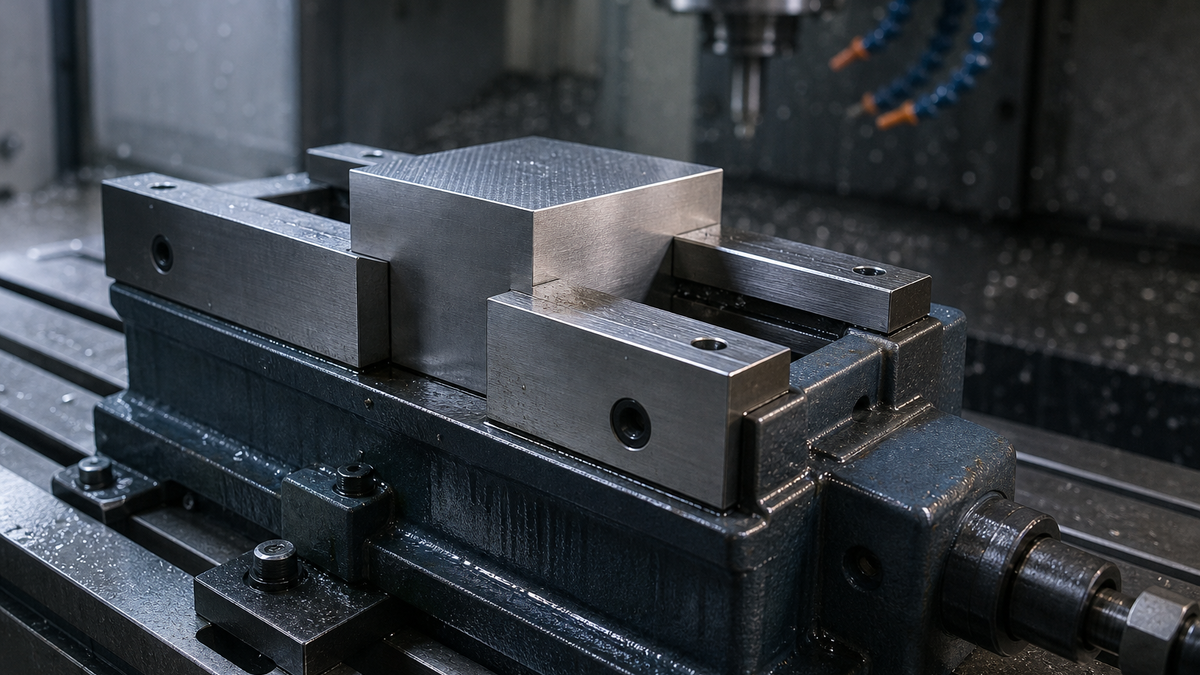
Svěrák není doplněk. Je to první článek řetězce přesnosti
Na seznamu „co koupit k novému stroji“ končí svěrák často až někde za chladicím systémem a držáky nástrojů. V realitě je to ale prvek, který přímo rozhoduje o tom, jestli se na drahou frézku vyplatilo investovat. Pokud má svěrák pevnou čelist nepřesnou o tři setiny milimetru, žádné CNC tuhle vůli nevyrovná. Naopak: čím přesnější polohování stroj zvládne, tím viditelnější bude každá vada upnutí.
V praxi platí několik rozdílů, které stojí za pozornost:
- Mechanický svěrák s posilovačem zvládne velkou většinu standardních frézařských prací a má smysl všude, kde se nemění obrobek každých pár minut.
- Hydraulický svěrák pro CNC stroje se vyplatí tam, kde se upíná často, opakovaně a kde je třeba držet stabilní upínací sílu sérii za sérií.
- Modulární a dělené svěráky dávají smysl na delší obrobky nebo když potřebujete na jednom upnutí udělat víc operací bez přepínání.
Důležitější než štítek na boku je ale způsob, jakým se svěrák chová pod zatížením. Levné kusy se při větším řezném odporu nepatrně „rozevřou“ — obrobek se posune o pár setin a vy to poznáte až na měřičce. Když dílna přechází z hobby segmentu do skutečné výroby, investice do přesnějšího svěráku obvykle vrátí náklady rychleji než výměna stroje za větší. Solidní přesný strojní svěrák má opakovatelnost upnutí v rozumných setinách a dělá to stejně i po roce provozu.
Sklíčidlo: tři čelisti, čtyři čelisti, šest čelistí — a kdy která volba
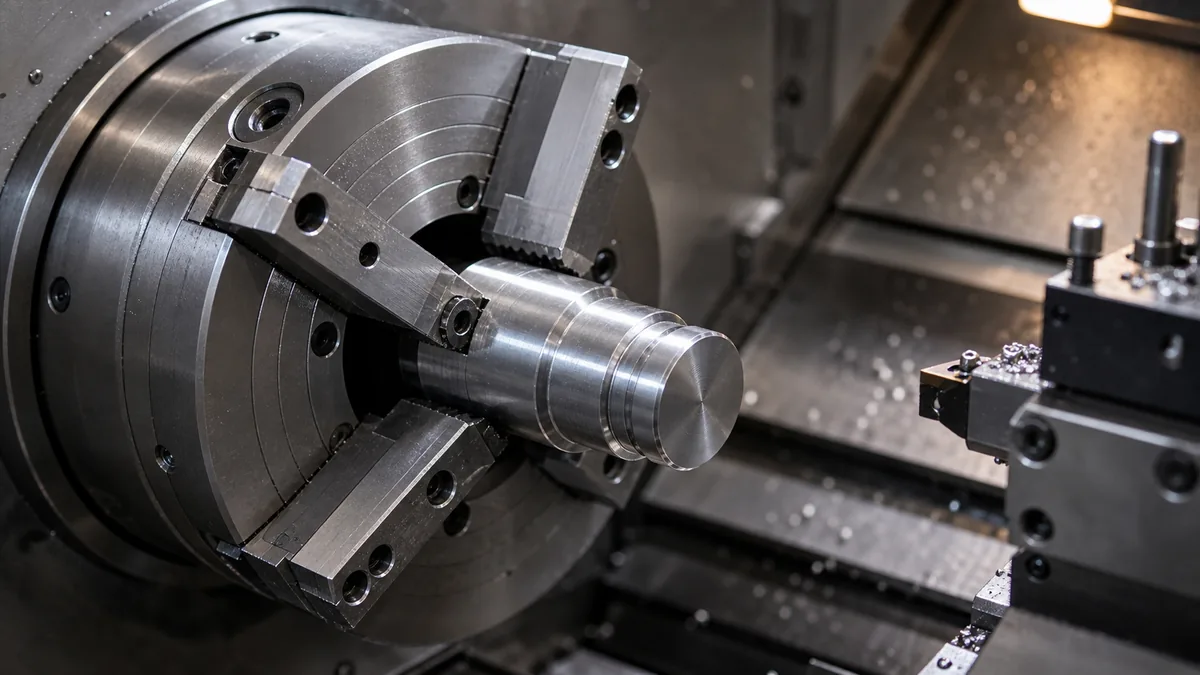
Soustružení má svou vlastní upínací logiku a tady se rozhoduje hlavně podle tvaru obrobku a požadované přesnosti. Nejběžnější je tříčelisťové sklíčidlo s centrickým upnutím — pro rotační součásti, hřídele, příruby. Pohybuje se synchronně, středí samo a pro většinu sériové výroby je to standard.
Čtyřčelisťové sklíčidlo přichází ke slovu ve dvou variantách. Jedna upíná centricky, druhá má každou čelist nastavitelnou samostatně. To druhé je nepostradatelné pro nepravidelné, čtvercové nebo necentrické obrobky, kde si soustružník potřebuje obrobek doslova „vyrýsovat“ podle úchylkoměru. Šestičelisťové sklíčidlo se používá tam, kde hrozí, že tři kontaktní body deformují tenkostěnný kus — typicky u trubek nebo přírub s nízkou tloušťkou stěny.
Když volíte sklíčidlo na soustruh, stojí za to rozhodnout se mezi verzí s pevnými čelistmi a výměnnými čelistmi. Pevné čelisti jsou tužší a přesnější, ale jsou tím, čím jsou — nepřizpůsobíte je obrobku. Výměnné čelisti dovolují použít měkké čelisti, vysoustružit si je přesně na rozměr konkrétního dílu a získat tak opakovatelnost, kterou normální upnutí nedá. Pro krátké série je to zbytečné. Pro stovky kusů to může být rozdíl mezi obrobkem v toleranci a zmetkem.
Frézovací sklíčidla mají vlastní svět — upínají se horizontálně na pracovní stůl, najdou se ve verzích tříčelisťových, čtyřčelisťových, s točnicí i sklopno-otočných. Použití má smysl tam, kde svěrák narazí na své limity tvarem nebo přístupností obrobku.
Tuhost sestavy: slabý článek určuje výsledek

Tady se schovává největší tichá ztráta přesnosti, kterou si dílny dlouho neuvědomují. Celá upínací sestava je tak tuhá, jako její nejslabší článek. Když máte špičkový svěrák našroubovaný na T-drážkový stůl pomocí opotřebovaných upínek, hraje vám celá soustava do ruky vibrací. Když je sklíčidlo dokonale vyvážené, ale příruba mezi ním a vřetenem má házení tří setin, máte házení tří setin na obrobku.
Pár věcí, které se v praxi vyplatí kontrolovat pravidelně, ne jen když „něco nesedí“:
- Dosedací plochy svěráku i stolu — okuje, špony a zaschlá emulze pod patkou svěráku jsou nejčastější příčina nevysvětlitelných nepřesností.
- Stav T-matic a upínacích šroubů — opotřebovaný závit nedrží reprodukovatelně.
- Příruby a kameny u sklíčidel — házení vzniká často právě tady, ne v samotném sklíčidle.
- Vyrovnávací podložky a párové podložky frézovací — pokud nejsou v páru a v dobrém stavu, obrobek se sice usadí, ale ne tam, kde má.
Tuhost není abstraktní pojem. Je to měřitelná veličina, která se projeví na povrchu obrobku jako vlnitost, jako rozhozený rozměr v sérii, jako rychlejší opotřebení nástroje. Když vám frézka vibruje a vy nevíte proč, podívejte se nejdřív pod svěrák, ne na vřeteno.
Co se vyplatí kupovat jednou a co průběžně
Strojní vybavení dělíme v hlavě často špatně. Investice do svěráku, sklíčidla a kvalitních upínek je kapitálová — jednou pořídíte, deset let používáte, a pokud o vybavení pečujete, ještě po deseti letech drží přesnost. Naproti tomu nástroje, kleštiny, opotřebovatelné čelisti a chladicí kapaliny jsou provozní položka, která se neustále obměňuje.
Problém je, když se na tom šetří obráceně. Levný svěrák, který je třeba měnit po dvou letech, je dražší než kvalitní kus na deset let. Ušetřená částka přitom mizí na zmetcích, reklamacích a nepříjemných hovorech se zákazníky. Cesta na český trh přitom není komplikovaná — specializovaní dodavatelé jako strojní svěráky od Vabexu nabízejí jak základní mechanické svěráky, tak hydraulické varianty pro CNC, modulární systémy i náhradní čelisti, takže provoz nemusí mít dva dodavatele zvlášť na svěráky a zvlášť na příslušenství.
Když na rozměru začne záležet
Existuje moment, kdy dílna překročí hranici z univerzálního servisu do opravdové sériové výroby s tolerancí. Najednou nestačí, že kus „sedí“. Musí sedět padesátkrát po sobě stejně. Musí sedět po výměně směny. Musí sedět, i když je v dílně o pět stupňů víc než ráno.
V tuhle chvíli začnou být upínací prvky tím, co rozhoduje o tom, jestli zakázka půjde, nebo nepůjde. A nejde jen o samotný svěrák a sklíčidlo — jde o disciplínu kolem nich. Pravidelnou kontrolu házení, čištění dosedacích ploch, evidenci toho, kdy se naposledy proměřovaly měkké čelisti, kdy se vyměnily T-matice.
Žádná tabulka přesnosti CNC stroje nemá smysl, pokud upínací řetězec za vřetenem nedrží stejnou úroveň. Stroj umí přesně přesunout vřeteno tam, kam má. Co tam najde — a v jakém je to stavu — určujete vy.


